Борфреза – инструмент для разнообразных работ, требующих точности. Без него невозможно представить резку, шлифовку, полировку, гравировку, обработку швов, слесарное дело и многое другое.
За всю историю существования борфрез конструкция этого инструмента не претерпела значительных изменений.
Штифт-хвостовик, имеющий режущую часть и «ножку», при помощи которой он крепится в патроне. Используется на крупных обрабатывающих станках, небольших фрезерах, а также применяется с дрелями, шуруповёртами и гравёрами. Позволяет эффективно, чисто и точно производить работы при практически полном отсутствии искры.

Широкий спектр форм, размеров, профилей режущей поверхности и материалов, из которых изготовлены борфрезы, делают их незаменимыми в автомобиле- , судо- и станкостроении, в производстве металлических, пластиковых, керамических и деревянных изделий, в ювелирном деле, а также в электронике, полиграфии и стоматологии.
С помощью борфрезы можно:
- С большой точностью обрабатывать поверхности, внешние и внутренние, углы, скосы и пазы механизмов, даже в труднодоступных местах;
- Удалять скрап и облой с заготовок, сварных деталей и швов. Износоустойчивость борфрезы в 100 раз выше, чем у зачистного круга;
- Резать закалённые стали (твёрдость которых больше показателя 70 HRC по Роквеллу);
- Выполнять тонкие гравировальные и шлифовальные работы на любых металлах, керамике, стекле.
Технические требования в каждом отдельном случае будут разные. Разберёмся в них.
Содержание
Борфрезы бывают

Из инструментальной углеродистой стали
С маркировками У – углеродистая инструментальная, цифра от 7 д 13 — процентное содержание углерода, А – высококачественная.
Например, У10А — распространенная марка стали с 10% содержанием углерода для производства борфрез.
Стойкость таких борфрез относительно невелика, ресурс ограничен, но изделия из мягких материалов без большой интенсивности работы они обрабатывают отлично. Цена очень доступна;
Из быстрорежущей стали Р6М5
Такой инструмент значительно дороже, но им можно обрабатывать углеродистые стали, среднелегированные и другие твёрдые материалы.
Он устойчивее к высоким температурам, неизбежным при работе на больших оборотах, поэтому мало деформируется, обеспечивая высокую точность работ;
Твердосплавные
Выполненные из карбида вольфрама (ВК25, ВК30) и других карбидов тугоплавких металлов, из минералокерамики, такие борфрезы легко берут высокопрочные стали, чугун.
Твердосплавные борфрезы – наиболее распространены на предприятиях, где работы борфрезами ведутся практически непрерывно;
Алмазные
Профессиональный инструмент, отличающийся особой стойкостью и максимальной ценой. Легко растачивает самые прочные материалы.

Часто используется для финишной доводки фигурных отверстий. После работы алмазными борфрезами на изделии практически не видно следов обработки, она становится предельно гладкой;
Фрезеровка стекла алмазной борфрезой — видео
Абразивные
Делятся на два вида: с металлической рабочей головкой, на которую нанесено напыление из абразива и полностью выполненные из абразива – электрокорунда.
На предприятиях борфрезы зачастую работают в режиме нон-стоп. Чтобы увеличить тепло- и износоустойчивость и продлить инструменту жизнь, производители твердосплавных борфрез используют дополнительное покрытие.
Варианты покрытий:
- TiN, обладающий твёрдостью 2400 HV;
- TiAlN, с твёрдостью 3400 HV.
Даже при использовании твердосплавных фрез необходимо применять специальную смазочно-охлаждающую жидкость (СОЖ). Сильный разогрев инструмента влияет на точность и качество обработки. А так же приводит к быстрому износу двигателей станков. СОЖ значительно снижает нагрев борфрезы и, как следствие, дополнительно продлевает срок её эксплуатации.
Классификация борфрез по типу режущей головки
По конструктивному решению борфрезы бывают разными. В зависимости от стоящих технологических задач, выбирается и форма режущей части инструмента. Правильно выбранный тип борфрезы значительно облегчает работу, делает геометрию точной, а результат близким к идеальному.


Тип А – борфрезы цилиндрические. Универсальные. Идеальны для плоскостей, заусенцев и отверстных выборок.


Тип В – борфрезы цилиндрические с торцом. В отличие от борфрез типа А имеют и торец с сечением. Универсальны, отлично обрабатывают поверхности и делают выборки.


Тип С – борфрезы сфероцилиндрические. Для поверхностей и радиусов. Закруглённый торец – рациональное решение для плавных изгибов.


Тип D – борфрезы сферические. Отлично обрабатывают внутренние отверстия, посадочные места под подшипник и контуры.


Тип Е – борфрезы овальные. Они идеальны для закруглённых углов и плавных траекторий.


Тип F – борфрезы гиперболические со сферическим торцом. Проверенное решение для формованных деталей с мягким контуром.


Тип G – борфрезы гиперболические с точечным торцом. Для снятия фаски, формирования точного угла, гравировки.


Тип H – борфрезы пламевидные. Идеально для обработки формованных изогнутых деталей.


Тип J – борфрезы конические 60%. Лучший вариант для зенкования под заданным углом.


Тип К – борфрезы конические 90%. Для кромок, фасок, зенкования.


Тип L – борфрезы сфероконические. Для сложных мест.


Тип М – борфрезы конические. Для труднодоступных мест, тонких задач и точечных рассверловок.


Тип N – с обратным конусом. Такая твердосплавная борфреза надёжна и удобна для углов и скрытых выборок.
Профили рабочей части
 Стандартная заточка. Имеет одну длинную насечку. Подходит для литых деталей, сварочных швов, сплавов, латуни, стали, в том числе и стойкой термообработанной. Позволяет делать большие припуски. Стружка — длинная. Эффективность оптимальна.
Стандартная заточка. Имеет одну длинную насечку. Подходит для литых деталей, сварочных швов, сплавов, латуни, стали, в том числе и стойкой термообработанной. Позволяет делать большие припуски. Стружка — длинная. Эффективность оптимальна.
 Двойная заточка. Имеет крестообразные насечки на рабочей поверхности, в результате чего образуются зубцы. Универсальный тип. Подходит для работы с любыми материалами. Уменьшает вибрацию борфрезы, что позволяет лучше контролировать процесс. Обеспечивает высокую скорость реза. Оставляет чистую гладкую поверхность. Образовавшиеся в результате насечки зубья бывают прямые и разнонаправленные. Борфреза с такой заточкой производит мелкую стружку.
Двойная заточка. Имеет крестообразные насечки на рабочей поверхности, в результате чего образуются зубцы. Универсальный тип. Подходит для работы с любыми материалами. Уменьшает вибрацию борфрезы, что позволяет лучше контролировать процесс. Обеспечивает высокую скорость реза. Оставляет чистую гладкую поверхность. Образовавшиеся в результате насечки зубья бывают прямые и разнонаправленные. Борфреза с такой заточкой производит мелкую стружку.
 Крупная заточка. Имеет одну широкую насечку (ширина и угол могут отличаться). Отлично подходит для мягких материалов, таких как алюминий, и там, где нужно снять большой объём. Быстрая работа с крупной стружкой.
Крупная заточка. Имеет одну широкую насечку (ширина и угол могут отличаться). Отлично подходит для мягких материалов, таких как алюминий, и там, где нужно снять большой объём. Быстрая работа с крупной стружкой.

Три варианта величины зуба
- F — мелкий зуб
- М – средний зуб
- С – крупный зуб
Учитывая профиль поверхности, обозначения величины зуба выглядят так:

Теперь, зная характеристики борфрез по материалам изготовления, типам профиля и видам насечек, мы можем правильно выбрать инструмент для работы, а также «прочитать» маркировку любой борфрезы.
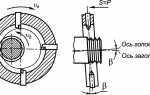
Государственный Стандарт Российской Федерации устанавливает технические единства единиц измерения, нормы размеров, типов, обозначений, сталей, сплавов, шероховатостей и их допустимые погрешности. Так, согласно ГОСТ Р 52780-2007, маркировку Борфреза С 10 20 М 06 40 ГОСТ Р 52780 – 2007 мы будем понимать так:
- Борфреза сфероцилиндрическая (тип С),
- диаметр режущей части — 10 мм,
- длина режущей части — 20 мм,
- средний зуб, длина хвостовика — 6 мм,
- диаметр хвостовика — 40 мм.
На рисунке представлена сфероцилиндрическая борфреза со стандартной заточкой.

Приобретая борфрезу в магазине, стоит обязательно проверить наличие маркировки на ножке инструмента и на упаковке. Ответственные производители, выпускающие качественный товар, обязательно ставят маркировку на изделии. Отсутствие таковой говорит о, скорее всего, невысоком качестве продукции.
Методы контроля и испытаний
Борфрезы, при кажущейся простоте конструкции, инструмент очень точный, прочный, испытывающий огромные нагрузки. Качество его должно быть на высоте.
Поскольку рынок борфрез переполнен предложениями самых разных производителей, зачастую стремящихся увеличивать объёмы производства в ущерб качеству, контроль над соответствием ГОСТу необходим.
Крупные предприятия, постоянно использующие борфрезы, как правило, закупают их у нескольких проверенных поставщиков. И периодически сравнивают с образцами соответствия.
Качество материала, прочность спайки ножки и рабочей головки, точная центровка, идеальная геометрия, соотношение бакелитовой основы и качественного абразива – все это имеет значение для работы борфрезы.
Методов контроля несколько:
- Визуально, с лупой и штангенциркулем, проверяют внешний вид и шероховатость;
- На микроскопе и с помощью лазерных центровщиков проверяется, не имеет ли борфреза отклонений в центровке;
- Стойкость проверяется на электрическом или пневматическом оборудовании. В сумме длина проверочного фрезерования составляет 3000 мм, если d борфрезы < 10 мм, и 10000 мм, если d > 10 мм.
После проверочной работы на борфрезе не должно остаться сколов и выкрошки и она должна оставаться пригодной к работе.
Простейшую проверку качества твердосплавной борфрезы можно провести и в бытовых условиях.
Рассмотреть однородность абразива и калибровку зернистости с применением лупы. Достаточно ли прочен соединительный шов между рабочей частью и штифтом или пайка произведена некачественно, с большими разрывами.
Можно, зажав борфрезу в патрон дрели, включить инструмент на больших оборотах – несимметричная форма крутящейся фрезы, заметная даже глазу, скажет о неправильной центровке.
Не работайте некачественными или изношенными борфрезами! Это может привести к поломке и травме.
Эксплуатация
Итак, приступая к работе, важно помнить о правильном выборе типоразмера для того рода обработки, которая предстоит – черновая, чистовая, сфера, плоскость и т. д.

Не стоит, например, использовать сфероцилиндрическую борфрезу с крупной нарезкой для шлифовки внутреннего острого паза. Для этого лучше будет взять коническую с двойной насечкой.
Борфреза твердосплавная цилиндрическая с двойной мелкой насечкой сделает плоскость идеальной, а борфреза сферическая в этом случае может только испортить заготовку.
Чем твёрже обрабатываемый металл, тем более мелким должно быть сечение борфрезы – это один из основных принципов работы.
Несоблюдение этого правила приведет к засаливанию канавок между зубцами борфрезы, перегреву инструмента, его быстрому износу и некачественному результату работы.
Чем меньше диаметр борфрезы, тем выше должна быть скорость вращения. С увеличением диаметра инструмента должно уменьшаться количество оборотов в минуту двигателя.
Использовать максимально допустимые скорости нужных режимов. Иначе биение, сколы, преждевременный износ зубьев гарантированы.
При зажиме хвостовика в патроне или цанге нужно оставлять свободным минимальный участок. Это уменьшает вибрацию и минимизирует риск облома хвостовика.
Сила давления на борфрезу не повышает её эффективности, но увеличивает нагрузку на инструмент и оборудование. Это может явиться причиной их выхода из строя. Не давите!
Необходимо помнить о правилах техники безопасности, защите органов зрения, слуха, кистей рук от возможных повреждений. Глаза — наиболее уязвимый орган и для их защиты нужно грамотно выбрать защитные очки.
Специальные маркировки ударостойкости на очках помогут правильно их подобрать.
Существующие обозначения механической прочности:
- S — высокая прочность;
- F — для отработанных частиц со скоростью 45 м/с;
- B — для отработанных частиц со скоростью 120 м/с;
- A — для отработанных частиц со скоростью 190 м/с.
В нашем случае, при работе с борфрезами, скорость отлетающих частиц не выше 45 м/с, а значит, очков с литерой F будет достаточно.
Как работать с борфрезой по металлу — видео
Все страницы документа гост р 52780 2007 на борфрезы